ماشین اکستروژن بادی که در انگلیسی ( Extrusion Blowing Machine ) نامیده می شود یک دستگاه قالب گیری دمشی اکستروژن است که به عنوان نوعی خط اکستروژن فیلم بادی، عمدتا برای تولید فیلم کامپوزیتی غیر قابل نفوذ گسترده سه لایه استفاده می شود.
ماشین اکستروژن بادی برای مواد پلاستیکی به منظور تامین نیازهای تولید بخش های اصلی از جمله صنایع غذایی مناسب است.
قالب گیری
انتظار می رود که ماشین اکستروژن بادی یک بار انرژی فرآیند را در جایی بین قالب گیری تزریقی و اکستروژن نشان دهد.
دادههای معمولی برای محل قالبگیری بادی اکستروژن، بار پایه 25 درصد از میانگین کل انرژی مصرفی و بار فرآیند 1.3259 کیلووات ساعت بر کیلوگرم را نشان میدهد. این میزان مجدداً نمایانگر یک سایت قالب گیری دمشی اکستروژن است که اقدامات مدیریت انرژی قابل توجهی را انجام نداده است.
ماشین قالب گیری بادی اکستروژن ( Extrusion Blowing Machine )
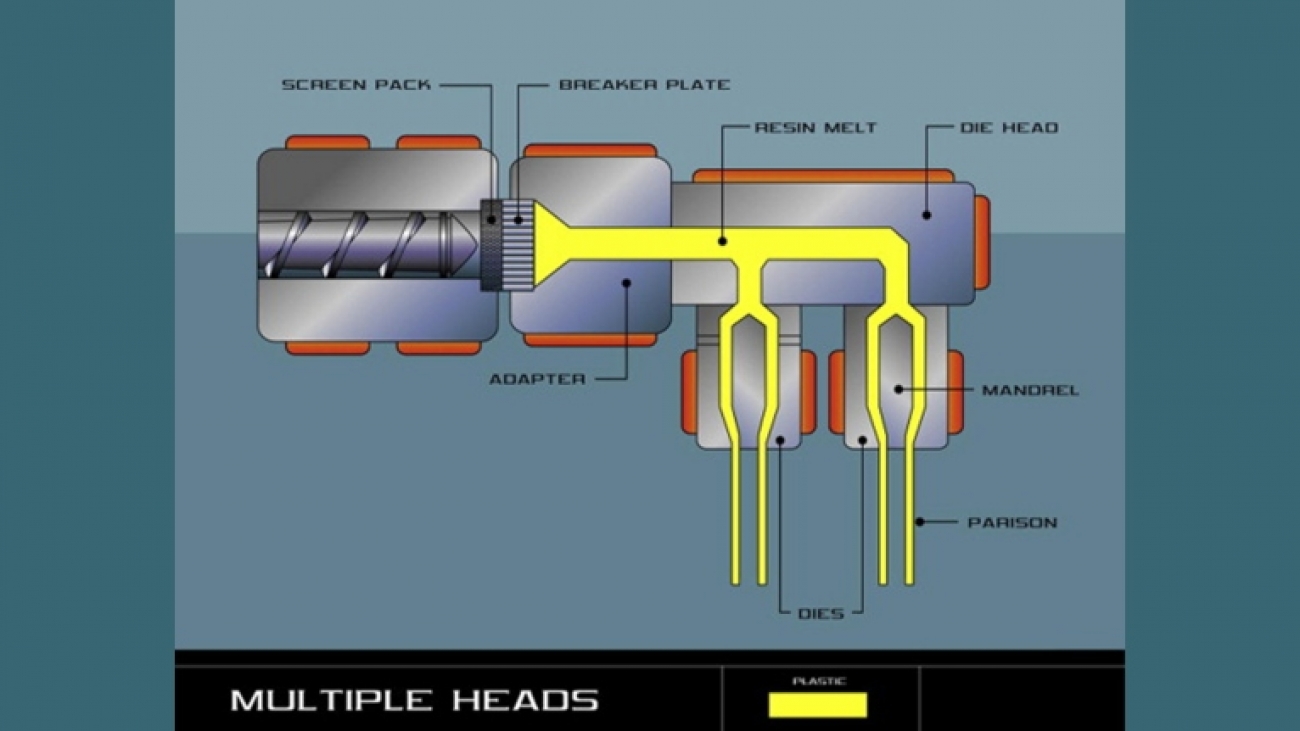
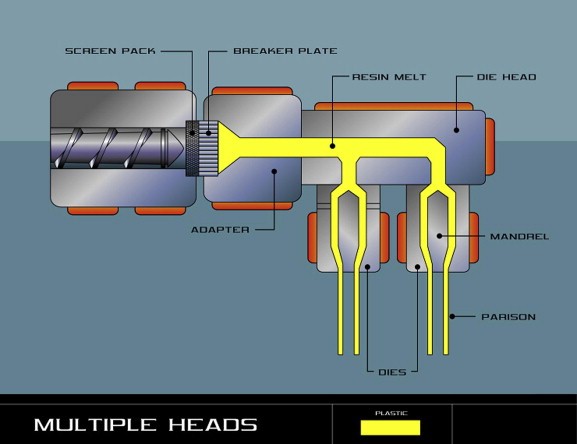
ماشین اکستروژن بادی توسط لوله ای توخالی که برای ایجاد قطعات از دستگاه اکسترود می شود، قابل تشخیص است. از این لوله به عنوان پاریسون یاد می شود. سپس یک قالب توخالی در اطراف پاریسون بسته میشود و به سمت ایستگاه بادی میرود.
هنگامی که در ایستگاه باد است، پاریسون درون قالب با استفاده از فشار هوا قالبگیری میشود در حالی که پاریسون دیگری از دستگاه اکسترود میشود. این امکان زمان چرخه سریعتری را فراهم می کند (شکل زیر).
از آنجایی که در حین اکستروژن لازم است پاریسون آزادانه حرکت کند، پلیمری با وزن مولکولی بالاتر مورد نیاز است. پلی اتیلن با چگالی بالا (HDPE) اغلب در برنامه های قالب گیری بادی اکستروژن استفاده می شود. برای ایجاد خروجی بیشتر می توان از چندین ورودی در دستگاه قالب گیری دمشی اکستروژن استفاده کرد.
محل قالب گیری بادی اکستروژن دارای بار پایه تقریباً مشابه (هم از نظر بزرگی و هم از نظر درصد) با مکان های قالب گیری تزریقی و اکستروژن پروفیل است و محل قالب گیری بادی اکستروژن دارای بار فرآیندی بین اکستروژن و قالب گیری تزریقی است.
انواع مختلف ماشین اکستروژن بادی ( Extrusion Blowing Machine )
دو نوع ماشین اکستروژن بادی عبارتند از:
- دستگاه دو ایستگاهی و
- دستگاه پیوسته.
یک ماشین دو ایستگاهی یا “شاتل” یک قالب معمولی را بین پاریسون اکسترود کننده و ایستگاه بادی به عقب و جلو منتقل می کند.
یک ماشین پیوسته یا “چرخ” از قالب های متعدد و یکسانی برای تولید مداوم قطعات استفاده می کند.
ماشین اکستروژن بادی میتواند قطعات بزرگ تری نسبت به قالب گیری بادی تزریقی تولید کند. همچنین هزینه کمتری دارد و هیچ تنش داخلی در داخل قطعه وجود ندارد. با این حال، هنگام استفاده از ماشین اکستروژن بادی، ضایعات بیشتری تولید می شود و کنترل کمتری روی دقت ابعاد وجود دارد.

فرایند قالب گیری ( Extrusion Blowing Machine )
قالب گیری بادی اکستروژن بسته به نیاز می تواند به صورت یک فرآیند پیوسته یا نیمه پیوسته عمل کند. در قالبگیری بادی اکستروژن، مواد اولیه پلاستیکی از طریق یک قیف روی یک پیچ انتقال تغذیه میشوند.
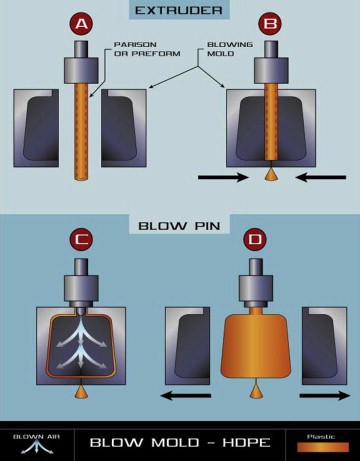
دراین فرایند، دستگاه این ماده را وارد قالب برای انجام فرایند قالب گیری بادی می کند که مخصوصاً طوری طراحی شده است که جریان مواد را برای ایجاد یک لوله توخالی اکسترود شده به نام پاریسون هدایت می کند.
این پاریسون با نیروی گرانشی کاهش می یابد تا زمانی که به یک طول خاص فرآیند تبدیل شود، و باعث می شود قالب در اطراف آن بسته شود و لبه پایینی مهر و موم شود.
یک چاقوی برش قسمت بالای باز شده پاریسون را برش میدهد و یک سنجاق ضربه ای به قسمت بالای دستگاه وارد می کند و پاریسون را در مقابل دیوارههای حفره ابزار باد میکند.
دیوارههای ابزار خنک شده، فرایند قالب گیری را جامد میکند و پس از یک زمان از پیش تعیین شده بیرون میآیند و این فرآیند را با پاریسون تازه اکسترود شده تکرار می کند. یک شماتیک از آن در شکل زیر نشان داده شده است.
ماشین اکستروژن بادی ( Extrusion Blowing Machine ) در مقایسه با قالب گیری تزریقی یک فرآیند نسبتا کم فشار است، اما مانند قالب گیری تزریقی فرصت قابل توجهی را برای استفاده از اینسرت ها ارائه می دهد. با این حال، بر خلاف قالبگیری تزریقی، یک نقطه ضعف بزرگترآن، سطح بالای ضایعات آن است که ذاتاً توسط قالبگیری دمشی ایجاد میشود (که به راحتی و به طور معمول دوباره آسیاب میشود). در صورتی که اینسرت ها فرآیند را آلوده کنند، کیفیت محصول دوباره میتواند به خطر بیافتد.
برچسب گذاری در قالب (IML) نیز معمولاً در فرآیندهای قالب گیری ماشین اکستروژن بادی مورد استفاده قرار می گیرد .
جمع بندی
قالب گیری بادی اکستروژن فرآیندی است که برای تشکیل اجسام ترموپلاستیک توخالی (به ویژه بطری ها و ظروف) استفاده می شود. در نتیجه همانطور که گفتیم در این فرآیند یک لوله با دیواره نازک به نام پاریسون که توسط اکستروژن تشکیل شده است وارد می شود، سپس آن را بین دو نیمه از یک قالب با قطر بزرگتر به دام می اندازد و سپس با دمیدن هوا (حدود 100 psi) به داخل لوله، آن را منبسط می کند. با فشار پاریسون در برابر قالب، قسمت بیرونی دیواره نازک شکل داخل قالب را به خود می گیرد. با کنترل تغییر ضخامت پاریسون در طول آن، ضخامت دیواره قسمت نهایی را تقریباً می توان کنترل کرد.
برای خرید انواع ماشین اکستروژن بادی ( Extrusion Blowing Machine ) می توانید با کارشناسان سورین در تماس باشید.
منبع
https://www.sciencedirect.com/topics/engineering/extrusion-blow-molding

